咨询电话:15677182117 咨询电话:15677182117
咨询电话:15677182117 咨询电话:15677182117 


 全国免费客服电话 15677182117
全国免费客服电话 15677182117 手机:15677182117
产品详情
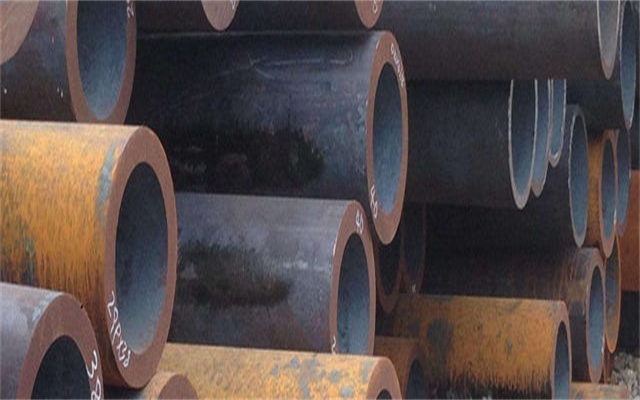
一般来说,42crmo厚壁无缝管的生产工艺可分为冷拉和热扎。冷扎42crmo厚壁无缝管的生产工艺一般比热扎复杂。圆坯首先进行三辊轧机。挤压成型后,需要进行口腔模具检测。如果圆钢管在表面初始化失败和裂缝后需要通过切割机加工,切割成长约1米的胚胎材料。然后进入淬火步骤。淬火必须用酸性液体进行酸洗和钝化。酸洗和钝化时,应注意表面是否有大量气泡。如果有大量气泡,则表明管道的质量不能达到相应的标准。冷扎42crmo厚壁无缝管的形状小于热扎42crmo厚壁无缝管。冷扎42crmo厚壁无缝管的厚度一般低于热扎42crmo厚壁无缝管,但表面看起来比厚壁管42crmo厚壁无缝管更亮,表面不太光滑,规格也不太粗糙。


物理性能指标值
钢的力学性能是保证建筑钢最终性能指标(物理性能)的重要因素,在于钢的化学成分和热处理工艺规章制度。在钢管标准中,根据不同的使用要求,明确了拉伸强度(抗压强度、抗拉强度或屈服极限、延伸率)及其强度、延展性指标值,以及客户要求高、热稳定性等。
①抗压强度(σb)
在拉申过程中,试件在断裂过程中需要承受更大的力量(Fb),除试件原截面积外(So)获得的地应力(σ),称为抗压强度(σb),单位为N/mm2(MPa)。它代表了金属复合材料在抗拉作用下抵抗损伤的较大程度。
②屈服极限(σs)
具有屈服现象的金属复合材料称为屈服极限,试件在拉伸和应用过程中的应力仍然可以在不增加(保持稳定)的情况下再次伸展。如果力降低,则必须区分上下屈服点。屈服极限为N/mm2(MPa)。
上屈服极限(σsu):试件产生妥协,首次降低前应力较大;屈服点(σsl):屈服阶段的最小应力不包括在原始瞬时效用中。


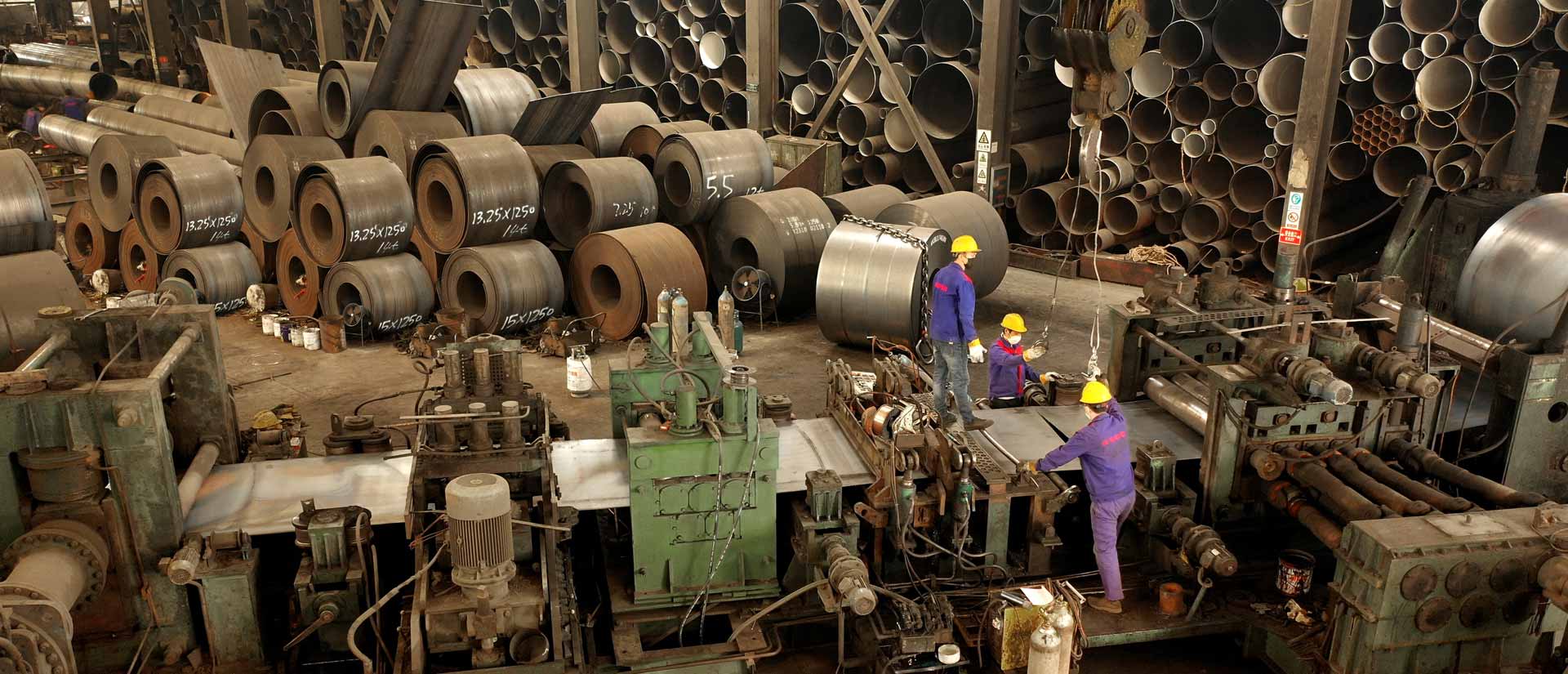
生产工艺
①热扎42crmo厚壁无缝管关键加工工艺(△关键检测过程):
提前准备和检查管道材料△→管料加温→破孔→轧管→再次加热无缝钢管→定(减)径→热处理工艺△→制成产品管调直→铸轧→检测△(高质量,物理化学,台检)→进库
②冷扎(拔)42crmo厚壁无缝管关键加工工艺:
提前准备好胚料→酸洗钝化润化→冷扎(拔)→调质处理→校直→铸轧→检测

无缝钢管弯曲、翻边不开裂
表面光洁度好,满足后续电泳、喷漆表面质量要求

42crmo厚壁无缝管生产商采用高强度合金钢
高强度不开裂,延伸率好
后续加工耗电耗材低,节约综合成本

无缝钢管采用六角管、圆管
弯曲、挤压不开裂
表面光洁度高,满足后续电镀、镀锌表面质量要求
满足一定的硬度要求

42crmo厚壁无缝管生产商根据客户产品定制钢管尺寸及性能
高精度尺寸,节省材料
解决后续材料不粘刀、耗损大的问题

无缝钢管弯曲不开裂
涡流探伤,无裂纹

42crmo厚壁无缝管生产商高强度合金钢
直线度好

无缝钢管直线度好
来图定制各种形状的异型管

42crmo厚壁无缝管生产商翻边不开裂
表面光洁度高,满足后续表面镀锌无凹坑的要求

无缝钢管小口径超
内孔光洁度高
根根探伤,内孔无瑕疵

42crmo厚壁无缝管生产商小批量多种规格定制
各种规格模具齐全
可定制高难度异型钢管,如D型管

无缝钢管来图定制厚壁、薄壁六角管
内外表面光洁度好

42crmo厚壁无缝管生产商采用优特圆钢
性能稳定无开裂

10年生产技术,保证内孔光洁度高,无凹坑、麻点。

多棍校直设备,直线度可达0.5mm/m以内。

钢管采用优特热卷大厂家,宝钢、柳钢、万钢、包钢,质量有保障,综合成本更优惠。


无缝钢管定制圆钢规格、品种齐全,全自动热处理设备设施完善,温控±2℃,工艺成熟,无缝钢管为我司主要产品

特无缝钢管定制专门针对特殊无缝钢管自主制造设备,不但质量好,还具有价格优势

整体解决方案根据产品用途,提供整套定制方案,提升产品质量,节约综合成本

小批量定制 可满足客户多规格小批量需求

钢管全方位定制圆钢、尺寸、力学性能、表面质量定制

后续深加工拥有全自动割管机、倒角机、内外圆车加工等设备
相关推荐
服务热线